In the dynamic landscape of industrial progress, the importance of efficient material handling cannot be overstated. From manufacturing plants to logistics centers, the smooth flow of goods is paramount for productivity and profitability. At the heart of this process lies conveyor belts, serving as the arteries of industrial operations. In India, one name stands out in this realm of conveyor belt manufacturing – Base Conveyors.
Base Conveyors has emerged as a leading player in the Indian market, offering a diverse range of conveyor solutions tailored to the specific needs of various industries. With a commitment to quality, innovation, and customer satisfaction, Base Conveyors has established itself as a trusted partner for businesses seeking reliable material handling solutions.
The Journey of Base Conveyors
The story of Base Conveyors is one of perseverance, innovation, and dedication to excellence. Founded with a vision to redefine material handling in India, the company embarked on a journey fueled by passion and a relentless pursuit of excellence.
Since its inception, Base Conveyors has strived to stay ahead of the curve by embracing technological advancements and implementing best practices in manufacturing and design. This forward-thinking approach has enabled the company to meet the evolving needs of its customers while maintaining the highest standards of quality and reliability.
Comprehensive Product Portfolio
Base Conveyors offers a comprehensive range of conveyor systems designed to address a wide spectrum of material handling challenges. Whether it’s moving heavy loads in a manufacturing plant or facilitating the smooth flow of packages in a distribution center, Base Conveyors has a solution for every application.
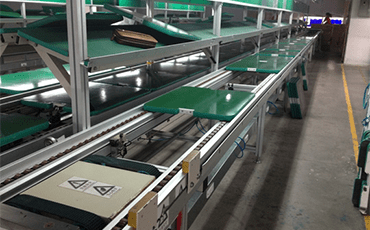
Belt Conveyors: Ideal for transporting bulk materials, Belt Conveyors from Base Conveyors are engineered for efficiency, reliability, and durability. With customizable configurations and advanced features, these conveyors ensure seamless operation in diverse industrial environments.
Roller Conveyors: Designed for conveying unit loads such as boxes and crates, Roller Conveyors by Base Conveyors offer smooth and efficient material flow. Available in various roller types and configurations, these conveyors are tailored to meet the specific requirements of each customer.
Slat Conveyors: Suited for heavy-duty applications, Slat Conveyors from Base Conveyors are built to withstand rugged operating conditions. With robust construction and high load capacity, these conveyors excel in industries such as mining, automotive, and steel manufacturing.
Bucket Elevators: For vertical conveying of bulk materials, Base Conveyors provides reliable Bucket Elevators that deliver superior performance and efficiency. Whether it’s handling grains, ores, or chemicals, these elevators ensure smooth and gentle transportation without spillage or degradation.
Custom Solutions: In addition to its standard product range, Base Conveyors specializes in designing and manufacturing custom conveyor solutions tailored to the unique requirements of its clients. From concept to commissioning, the company works closely with customers to deliver bespoke conveyor systems that optimize efficiency and productivity.
Commitment to Quality and Innovation
At Base Conveyors, quality is not just a goal; it’s a commitment woven into the fabric of the organization. The company adheres to stringent quality control measures at every stage of the manufacturing process to ensure that its products meet the highest standards of performance and reliability.
Moreover, Base Conveyors invests heavily in research and development to stay at the forefront of innovation. By leveraging cutting-edge technologies and engineering expertise, the company continuously improves its product offerings, introducing features that enhance efficiency, safety, and sustainability.

Sustainability and Environmental Responsibility
In today’s world, sustainability is no longer a choice but a necessity. Base Conveyors recognizes its responsibility towards the environment and is committed to minimizing its ecological footprint. Through eco-friendly manufacturing practices, energy-efficient operations, and recyclable materials, the company strives to reduce environmental impact while delivering value to its customers.
Customer-Centric Approach
What sets Base Conveyors apart is its unwavering focus on customer satisfaction. The company places great emphasis on understanding the unique requirements and challenges of each customer, offering personalized solutions that deliver tangible benefits.
From initial consultation to after-sales support, Base Conveyors is dedicated to providing an exceptional customer experience. Its responsive service team is always available to address inquiries, resolve issues, and ensure the smooth functioning of conveyor systems.
Conclusion
In the realm of material handling, Base Conveyors stands as a beacon of excellence, driving innovation and reliability in Conveyor belt manufacturers in India. With its comprehensive product portfolio, commitment to quality, and customer-centric approach, the company continues to set new benchmarks for excellence in the industry.
As India marches towards industrial growth and prosperity, Base Conveyors remains steadfast in its mission to empower businesses with efficient and reliable material handling solutions. With a legacy built on integrity, innovation, and customer satisfaction, Base Conveyors is poised to shape the future of material handling in India and beyond.